Knife Coating Modellers
Knife coating is a very attractive coating option and it works very well for many applications. The problem arises when you push its limits. Let's see what TopCoat tells us about these.
First we have a typical knife setup:
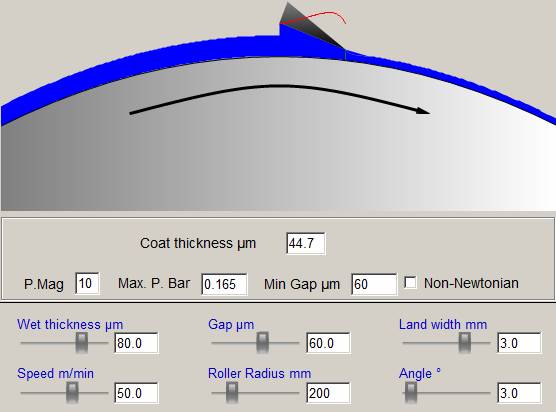
We're coating at 50m/min and have a respectable 44.7µm coating thickness from a 60µm gap.
Now let's assume we want a 30µm coating. The easiest thing to change is the Gap and by moving the slider we find that it needs to be set to 37.7µm:
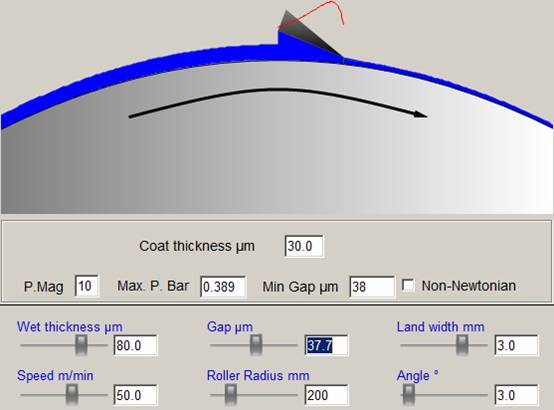
This starts to be worrying. This is a fairly small gap to set and the combination of roller run-out and gauge variation in your substrate might easily add a ±2µm variation in the gap. TopCoat makes it easy to determine that the wet thickness will vary ±1.4µm close to a 10% variation in thickness.
But note that there is 0.389Bar pressure behind the blade. At the edges where the blade is fixed this pressure may not be a problem. Near the middle it is easy to imagine that the blade will be deflected by, say, 4µm, giving another 10% variation between centre and edge.
TopCoat doesn't say that you will get a 20% error in your coat thickness. What it does say is that in order to get a, say, 5% accuracy in coat thickness you need to have low roller runout, super-gauge-controlled base, high precision engineering of the blade and its holder. On the other hand, if you know you can't do all those, then back off to a 60µm gap which more than halves the pressure and also reduces the relative % error of a given roller runout and gauge variation. In fact, because you have to decrease your solids by 33% your viscosity might well go down by at least 50%, further reducing the pressure and therefore making it even easier to maintain a fixed gap.
Of course, only you can decide which trade-off is best. But without TopCoat to model all these conflicting effects you might spend many expensive hours on the production line to reach the same conclusion.