Laminate
We often get surprises when we laminate. One typical surprise is the degree of curl in the final laminate. The physics of this curl is rather complex, but TopWeb can calculate it for you.
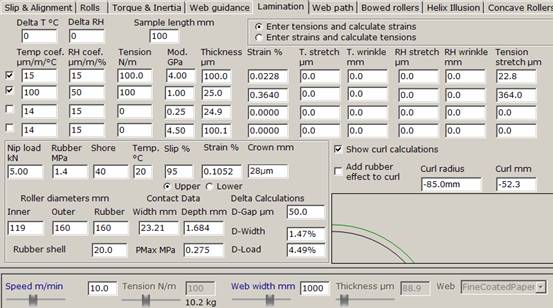
In this example we have laminated a 100µm film with a 4GPa modulus (something like PET) with a 25µm film with a 1GPa modulus (something like a PP). We have applied the same 100N/m tension to both films and might expect to get an uncurled laminate. Instead we get a 52.3mm curl from a 100mm samples (i.e. the edge of a 100mm sample will have curled to a height of 52.3mm - a rather severe curl). Where did we go wrong? One place to look is the column labelled Tension stretch. We've stretched the PET by 22.8µm and the PP by 364µm. No wonder the PP (the lower layer) pulls the top layer downwards, giving us a negative radius.
The fix is obvious when you play with the values. Reducing the PP tension to 6.25N/m gives you zero curl.
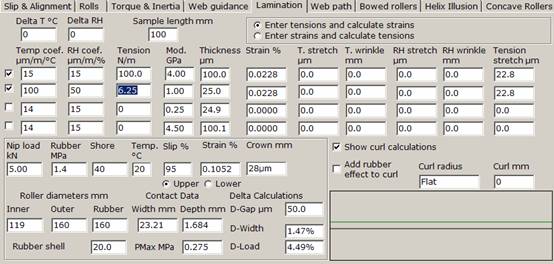
Whether you have a good enough laminate unwind to achieve this low tension is a question TopWeb can't answer. But as we will see, this wouldn't cure your problem.
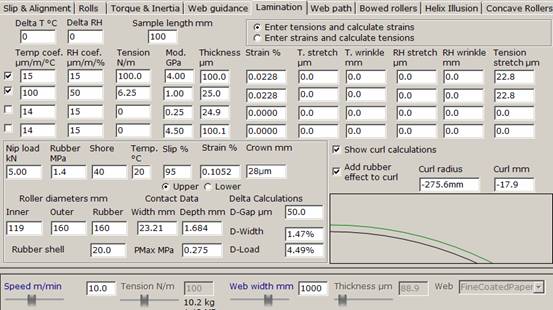
If you were able to run with the reduced tension you would find that there is still curl. What's going on? The source of this curl is the rubber roller. Its deformation under the load is sufficient to change the effective length of the PP and add to the curl.
It takes some experimentation to work out that the best fix for all this is to have the rubber roller as the lower roller, giving a positive upward curl, then using a slightly higher PP tension (more practical) to balance everything out.
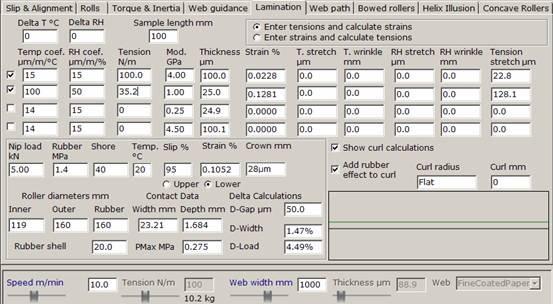
Would you have been able to find those conditions without TopWeb?