Drying Modeller
The Drying modeller is big and complicated. It has to be, because there are so many important parameters. But we know that all the features in the modeller are used by TopCoat customers so there's nothing there that isn't needed.
We also know that the modeller is accurate and insightful. One customer found a difference between the TopCoat predictions and their experimental results - and it was only this difference which helped them find that TopCoat was right and one of their instruments was faulty!
The HowTo provided with TopCoat is really helpful for those approaching drying for the first time. In this example we show you how TopCoat can be used to calibrate itself on the basis of a really simple experiment on the production line.
In a nutshell, the key parameter for drying is the HTCF, Heat Transfer Coefficient. If you know that, then everything else follows. Unfortunately, most of us have little idea what the HTCF of our oven is. If we don't know it then the modeller is no use to us.
So here's how we use the modeller to determine the HTCF.
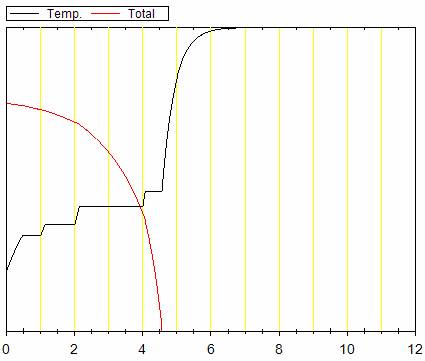
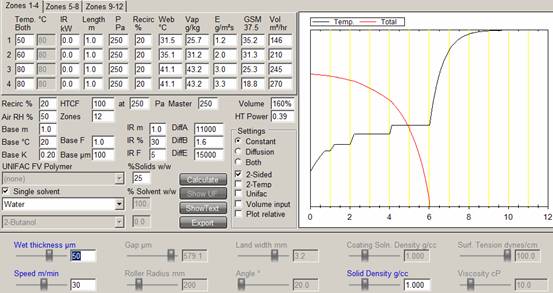
Imagine that you have a complex 12-zone oven and you are drying a water-based product. You've set various zone temperatures so that it's not too hot at the start. You enter the things you know (% solids, web speed, wet thickness, zone temperatures) into the modeller, and you make a wild guess about the HTCF and enter a value of 100. You get the following prediction:
At the resolution of this web page you probably can't work out what's going on, so let's look at the graph in more detail:
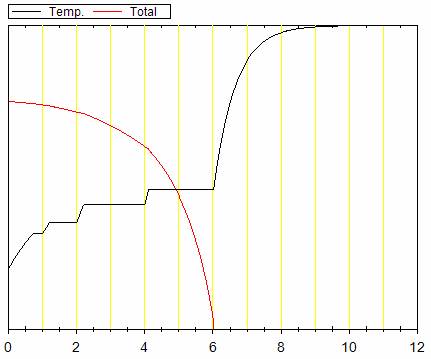
Each of the yellow lines marks a zone. The black line shows the web temperature and the red line shows the % solvent, starting off at 75% as this was a 25% solids coating.
The modeller predicts that drying will be complete just at the end of zone 6. And as soon as the water has evaporated, the web temperature rises because the web is no longer being cooled by evaporation. As it happens, in this example the zones from 5 onwards are all at 100ºC so the temperature rise is not due to an increase in zone temperature. You can see the effect of going from the 80ºC in zone 4 to 100ºC in zone 5 by the step up in web temperature from 41 to 46ºC (these values are read off directly from the graph with the mouse but aren't shown in the above screen shot).
Here's what you have to do to calibrate this modeller. Either use the built-in web temperature gauges in your ovens or go along with a IR gun to check out the actual web temperatures. Suppose you find that the temperature rises suddenly just at the end of zone 5. Clearly the modeller's predictions are wrong. But we can easily fix this by increasing the HTCF - the larger the value, the faster the heat gets transferred into the coating so the faster it dries. By trial and error, you find that a value of 134 gives you the following graph:
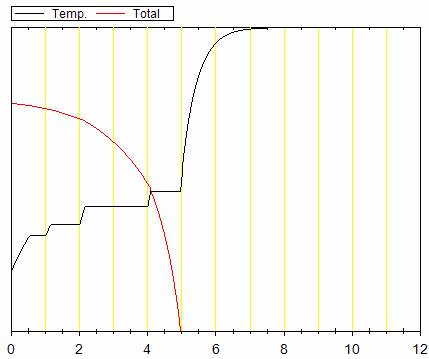
Now the sudden temperature rise is exactly where you found it. Congratulations, you now know that the HTCF is 134.
This sounds like cheating. And it also sounds as though you would have to do the same thing for every different coating or solvent. But it's not cheating. This is the intrinsic value of the HTCF for your machine and you can now rely on it for all your simulations.
Well, it's a little more subtle than that. It's the value of the HTCF at the particular setting of plenum pressure. If you choose to increase the pressure the HTCF will (not surprisingly) increase. However, provided you know that pressure for which you did the calibration, then by entering a new pressure TopCoat will correctly predict the HTCF. For example, if I decide to change my pressure from 250Pa to 350Pa then the prediction is (and the reality will be) that the coating will dry half way through zone 5: